感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦
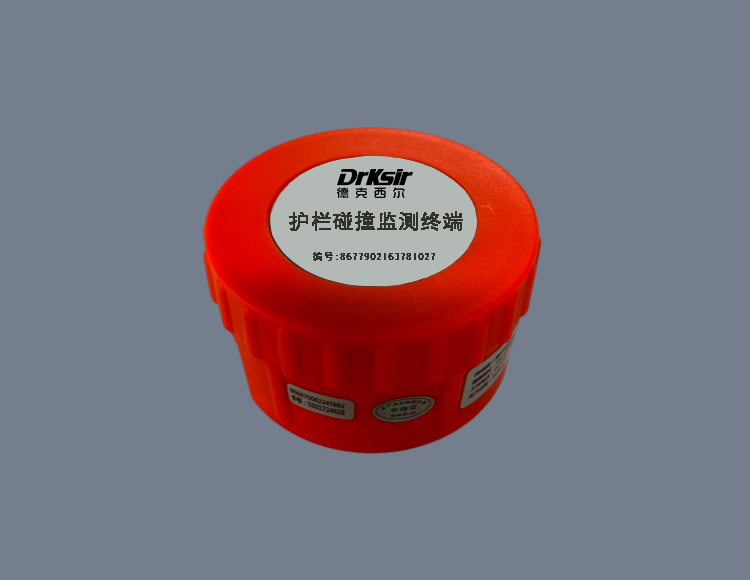
关于护栏碰撞监测终端的安装间隔和总体价格,目前没有统一的标准,因为它受到多个因素的影响,包括监测系统的具体设计、所需覆盖的路段长度、所采用的技术(如传感器类型、通信方式)、是否需要定制化开发、安装的难易程度以及是否包含后续的服务与维护等。不过,我们可以根据一些常见的市场信息来进行大致的估算和解析。
1. 安装间隔:护栏碰撞监测终端的安装间隔并没有固定的数值,这取决于系统的灵敏度、监测精度要求以及预算。一般来说,安装间隔可能在十米到几十米不等,更密集的布设可以提高监测的灵敏度和准确性,但也会相应增加成本。
2. 价格区间:价格方面,市场上不同品牌和规格的护栏碰撞监测终端价格差异较大。根据之前的市场调研信息,单纯就终端设备而言,价格可能在几百元到上千元不等,而包含安装、调试、系统平台搭建及后期维护的整体解决方案,价格可能会上升到数千甚至数十万元不等,具体取决于项目的规模和复杂程度。
3. 综合考量:在考虑成本时,不仅要关注初始的硬件购置费用,还需评估安装工程、系统集成、软件平台开发、数据传输费用(如通讯资费)、后期维护与升级等综合成本。同时,高效准确的监测系统虽然初期投资较大,但长远来看,通过减少事故、提高应急响应速度和维护效率,实际上能够带来更高的安全效益和经济效益。
综上所述,了解具体价格和安装方案,建议直接咨询我司专业的技术人员,他们可以根据您的具体需求提供定制化的报价和服务计划。

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281