感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦
引言
广西壮族自治区依托丰富的化工资源与西部陆海新通道的区位优势,正加速布局氢能产业。中国石化在南宁建成国内首座商用分布式氨分解制氢加氢一体站,采用制、储、加、运一体化全产业链模式,设计氢气回收率达96%以上,产氢能力240标方/小时,每天可产出500公斤高纯度氢气,满足南宁、柳州、北海等地车用氢气需求,成本降幅超60%。与此同时,中国中检广西公司成功开发燃料氢气质量检测技术,能够检测氢气中多种杂质含量,为制氢、储运、加注等环节提供一站式检测技术服务。在这一产业生态中,广西某制氢企业针对其氨分解制氢装置的安全监测需求,经严格技术评估,引入杭州德克西智能科技有限公司固定式氢气浓度检测仪,构建了覆盖制氢、纯化、储运全流程的智能化安全监测体系。本文简要梳理该项目的实践经验。
一、项目背景:氨分解制氢装置的安全监测需求
该企业位于广西重点规划的化工产业园区,主要采用分布式氨分解制氢技术,通过低温高效催化剂将液氨分解为氢气和氮气,再经变压吸附提纯,获得高纯度氢气产品。项目一期建设产氢能力240标方/小时,所产氢气经第三方检测完全符合燃料电池车用氢标准(GB/T37244-2018)。
项目运行中存在三大安全挑战:一是氨分解制氢工艺涉及高温反应和压力波动,反应器、换热器等关键设备存在泄漏风险;二是氢气纯化单元采用变压吸附工艺,程控阀门频繁切换,密封件易老化导致微漏;三是液氨储罐与制氢装置同区布置,氨泄漏与氢气泄漏需同步防范,监测环境复杂。参考广西石油分公司正在开展的分布式氨分解制氢加氢一体站安全技术和一体化监控平台研究,企业认识到,仅靠人工巡检难以满足现代制氢装置的安全需求,必须引入智能化监测手段。
二、解决方案:固定式氢气浓度检测仪的精准部署
(一)设备选型优势
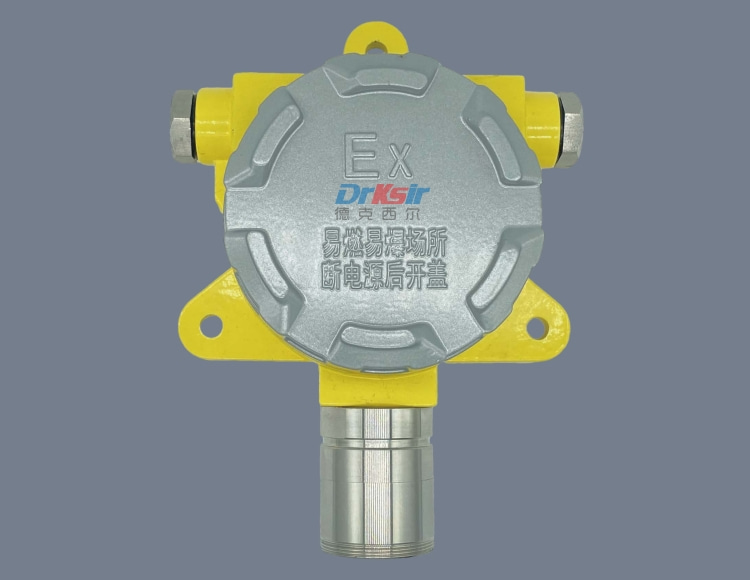
经过多轮技术对比与现场测试,企业最终选定德克西尔固定式氢气浓度检测仪。该设备基于量子电导传感原理,具备以下技术特点:
●响应速度快:室温下响应时间小于2秒,恢复时间小于3秒,可及时捕捉氨分解反应器、变压吸附塔等关键设备的瞬态泄漏
●检测范围宽:量程覆盖0~40000ppm,最小检测浓度可达0.01%,满足从微量泄漏到高浓度工况的监测需求
●环境适应性强:工作温度-20℃~60℃,湿度≤95%RH,防护等级IP66,适应广西高温高湿的户外环境
●抗干扰能力突出:对氨气、甲烷、一氧化碳等背景气体具备高选择性,避免氨分解制氢装置复杂气氛下的误报
●防爆等级可靠:防爆类型为隔爆型(ExdIIBT4Gb),适用于可能存在爆炸性气体混合物的制氢场所
(二)现场布点方案
德克西尔技术团队与企业安全管理人员共同完成现场勘测与方案设计,针对氨分解制氢装置特点实施差异化布点:
氨分解反应区。在氨分解反应器进出口、换热器、高温管道法兰等关键点位部署6台传感器。氨分解反应温度较高,热胀冷缩易导致法兰密封失效,传感器安装于设备上方0.3~0.5米处,确保第一时间捕捉泄漏氢气。
氢气纯化区。在变压吸附塔、程控阀组、产品氢缓冲罐周边部署4台传感器。变压吸附过程压力周期性变化,阀门切换频繁,是泄漏风险高发区域,传感器安装于阀组上方。
氢气压缩与充装区。在氢气压缩机、级间冷却器、管束车充装位部署3台传感器。充装作业时接口频繁插拔,传感器安装于充装位上方。
液氨储罐区。在液氨储罐、气化器周边部署2台传感器,虽然主要监测氢气,但设备具备抗氨气干扰能力,可在氨气环境中稳定监测氢气泄漏。
安装优化。根据氢气比空气轻的特性,所有传感器安装于设备上方0.3~0.6米处,探头朝下,确保有效捕捉上浮氢气。同时避开送风口直吹区域,避免气流稀释影响监测效果。参考南宁振兴站的成功经验——加氢系统采用撬装化、单元模块化设计,实现装置整体运输、实时数据采集及云端监控等智能化操作——本次布点方案也注重与撬装化设备的适配。
(三)系统联动机制
所有传感器通过RS485总线接入企业中央控制室,实现三级联动响应:
●一级预警(1000ppm):本地声光报警启动,中控平台弹窗提示,提醒操作人员加强关注、排查潜在泄漏源
●二级响应(5000ppm):自动启动通风系统加大排风,短信通知生产经理及安全员
●三级应急(10000ppm):自动切断对应区域氢气气源电磁阀,停止制氢作业,启动应急疏散预案
监控平台具备数据存储与分析功能,可生成浓度变化趋势曲线,支持历史数据追溯与报表导出。这与南宁振兴站“实时信息采集、云端监控、自动报警”的智能化控制功能相契合。参考广西公司燃料氢气质量检测技术的经验——通过一次进样在短时间内检测氢气中多种杂质气体,检出限远低于国家标准要求——本项目的监测数据也为工艺优化提供了依据。
三、实施效果:安全、效率与数据多重价值
系统自2025年3月正式投运以来,已稳定运行超过2个月,取得显著成效:
(一)安全防线显著加固
系统投运期间,累计成功预警氢气轻微泄漏事件1起。该起事件发生于氢气纯化区变压吸附塔程控阀填料处,因长期运行后密封性能下降,传感器在泄漏发生后1.6秒内捕捉浓度从200ppm升至1450ppm的变化趋势,触发一级预警。操作人员迅速响应,在5分钟内完成阀门紧固,避免了潜在安全风险。
与投运前相比,人工巡检频率从每日4次降至每周2次,但泄漏发现时效从“小时级”缩短至“秒级”,安全管控水平显著提升。这与南宁振兴站采用的低温高效氨分解催化剂及一体化工艺的设计理念一致——通过智能化操作显著提升安全性。
(二)运营效率优化
智能监测系统使企业安全管理效率显著提升:
●人力成本降低:专职安全巡检人员每日巡查次数由4次减至1次,人力成本下降约65%。巡检工作从“全覆盖人工排查”转向“重点抽查+系统复核”,人员可专注于数据分析与预防性维护。
●维护成本控制:设备采用自然扩散采样,无易损部件,日常维护仅需季度清洁传感器防护罩,运维成本较传统泵吸式方案减少约50%。
●数据支撑决策:监控平台自动存储的浓度历史数据,已用于设备维护周期优化、应急预案演练效果评估。
(三)数据支撑工艺优化
MDR-3002的数据记录功能为工艺优化提供了有价值的过程信息。在氨分解催化剂性能测试中,研究人员通过分析氢气浓度数据的微小波动,发现反应温度与氢气产率的关联规律。结合广西公司燃料氢气质量检测技术——能够检测氢气中微量水分及8种杂质气体——企业逐步建立起从浓度监测到质量检测的完整数据链。生产负责人表示:“精准的氢气浓度数据,不仅是一道安全防线,更成为我们优化工艺参数、提升产品品质的重要工具。”
结语
广西某制氢企业引入德克西尔固定式氢气浓度检测仪,成功构建了覆盖氨分解制氢全流程的智能化安全监测体系。该项目验证了国产高性能氢气传感器在氨分解制氢场景中的可靠价值——不仅实现秒级响应的安全预警,更为运营效率提升与工艺优化提供了数据支撑。随着广西氢能产业的持续发展,南宁振兴站等标杆项目的示范效应不断显现,扎实的安全监测技术将成为保障产业健康运行的坚实底座。

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281