感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦
一、项目背景
山西吕梁地区煤炭资源丰富,选煤厂密集。2025年8月,吕梁某大型选煤厂(年入选原煤300万吨)启动全厂安全提升专项,计划对6台关键刮板输送机加装断链保护装置。
这一决定的直接原因,是该厂在2025年上半年发生的一起严重断链事故。一台用于精煤脱介的刮板机在满负荷运行时突然断链,断裂的链条在惯性作用下甩入相邻的振动筛,造成筛板撕裂、激振器损坏。停机抢修72小时,直接维修费用18万元,停产损失超过40万元。更危险的是,飞溅的链环击穿了附近电缆沟盖板,险些造成人员伤害。
事故发生后,厂领导班子召开专题安全会议,分管安全的王总(化名)拍板决定:全厂6台主运输刮板机必须在两个月内完成断链保护装置加装,纳入年度安全考核指标,逾期未完成的责任人严肃问责。
二、改造前设备状况及核心要求
2.1六台设备基本情况
序号 | 设备位置 | 型号 | 输送长度 | 链速 | 电机功率 | 工况特点 |
1 | 原煤入仓 | XGZ-1000 | 45m | 0.7m/s | 37kW | 原煤粒度大,矸石冲击频繁 |
2 | 精煤脱介 | XGZ-1200 | 52m | 0.8m/s | 45kW | 潮湿煤泥环境,负载波动大 |
3 | 中煤转载 | XGZ-1000 | 38m | 0.7m/s | 37kW | 中煤含水率高,黏附性强 |
4 | 矸石排放 | XGZ-1400 | 65m | 0.9m/s | 55kW | 矸石硬度高,冲击载荷大 |
5 | 煤泥回收 | XGZ-800 | 28m | 0.6m/s | 22kW | 煤泥浓度高,流动性差 |
6 | 产品装仓 | XGZ-1200 | 48m | 0.8m/s | 45kW | 多品种切换,负载变化频繁 |
2.2改造前保护状况
6台刮板机此前均未安装断链保护装置,仅依靠岗位工每小时巡检一次和电流表监视。但断链事故多发生在巡检间隔期间,电流保护又存在明显滞后,无法有效避免事故扩大。
2.3核心要求
王总提出三条硬性要求:一是必须采用直接检测从动轴转速的原理,不接受间接检测方式;二是6台设备分批改造,单台停机时间不超过6小时;三是改造完成后连续运行30天无漏报、无误报,否则全额退款。
三、选型与技术方案
3.1选型过程
机电科李工负责技术选型,对比了三种方案:
方案类型 | 优点 | 缺点 | 是否满足要求 |
接近开关式 | 价格低 | 煤泥覆盖失效、振动误报 | 不满足 |
电流检测式 | 安装简单 | 无法区分断链与空载 | 不满足 |
接触式测速(轴心安装) | 直接测转速、可靠性高 | 需轴心钻孔 | 满足 |
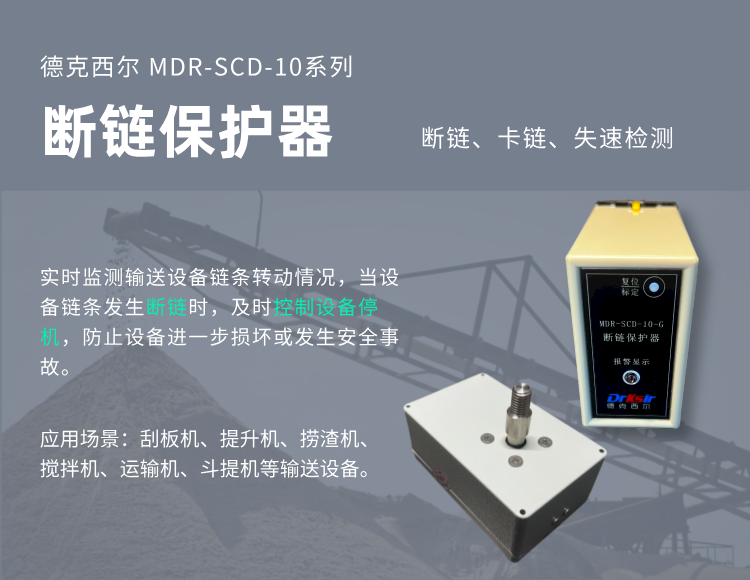
最终选定德克西尔MDR-SCD-10-G,王总确认:“接触式测速,原理直接,就这个。”
3.2技术方案
-测量原理:磁电式速度传感器安装于从动轴轴心,实时监测转速
-报警阈值:正常转速的80%(可设)
-启动延时:20秒(使能端接入接触器辅助触点)
-输出接口:无源干接点,接入原PLC系统(罗克韦尔ControlLogix)
四、安装改造实施
4.1分批安排
利用选煤厂每周一次的检修窗口(每次停机8小时),分两批完成。第一批3台(原煤入仓、精煤脱介、中煤转载),第二批3台(矸石排放、煤泥回收、产品装仓)。
4.2典型安装步骤(以精煤脱介刮板机为例)
步骤1:安全准备(20分钟)
办理工作票,切断电源挂牌上锁,清理从动轴端面煤泥。
步骤2:轴心钻孔攻丝(50分钟)
使用磁力钻配合φ10.5mm钻头,钻深20mm底孔,攻M12×1.75螺纹。钻孔时磁铁吸附铁屑,防止落入轴承。
步骤3:传感器安装(15分钟)
将MDR-SCD-10-G传感器旋入螺纹孔,涂螺纹锁固胶,拧紧力矩25N·m。电缆沿机尾罩内侧敷设,穿金属软管防护。
步骤4:接线与设定(20分钟)
棕线接5脚电源正,黑线接7脚信号输入,蓝线接6脚公共端。1、2脚接AC220V,3、4脚接PLC输入模块。设定灵敏度50%,启动延时20秒。
步骤5:功能测试(25分钟)
-空载运行:实测转速605r/min,显示正常
-模拟断链:盘车减速至480r/min,2秒后报警停机
-模拟卡链:加阻力使转速降至500r/min,触发报警
-启停测试:正常启停无误报
步骤6:培训交底(20分钟)
对岗位工培训:正常转速范围、报警复位操作、每月清理轴端积尘。
4.3六台设备改造统计
项目 | 数据 |
总安装时间 | 平均每台2.5小时 |
钻孔数量 | 6个从动轴轴心孔 |
传感器线缆总长 | 约180米 |
调试一次通过率 | 100% |
五、运行效果及跟踪数据
5.1六个月跟踪数据(截至2026年2月)
指标 | 改造前(半年) | 改造后(半年) |
断链事故次数 | 1次(损失58万元) | 0次 |
误报次数 | 无保护器 | 1次(启动延时设置过短,调整后消除) |
漏报次数 | 不适用 | 0次 |
维护工作量 | 人工巡检每小时1次 | 每月清理轴端积尘5分钟/台 |
岗位工满意度 | 低(担心断链) | 高(心里踏实) |
5.2经济效益
-直接避免断链事故损失:按历史均值估算约35万元
-6台保护器总投入:约3.9万元
-半年净节省:约31万元
-投资回收期:约0.7个月
六、经验总结
6.1分批改造降低风险
分两批实施,第一批积累经验后优化第二批流程,整体效率提升30%。
6.2煤泥环境需特别注意
精煤脱介和煤泥回收两台设备,传感器表面煤泥附着较快,调整为每两周清理一次,确保检测准确。
6.3灵敏度差异化设置
矸石排放刮板机冲击大,灵敏度从50%调至70%,避免负载波动误报;煤泥回收刮板机转速低,保持50%档。
七、结语
山西吕梁某选煤厂6台刮板机的断链保护改造,证明了接触式测速方案在复杂选煤环境中的可靠性。一次投入3.9万元,半年避免损失31万元,安全效益和经济效益双赢。

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281