感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦
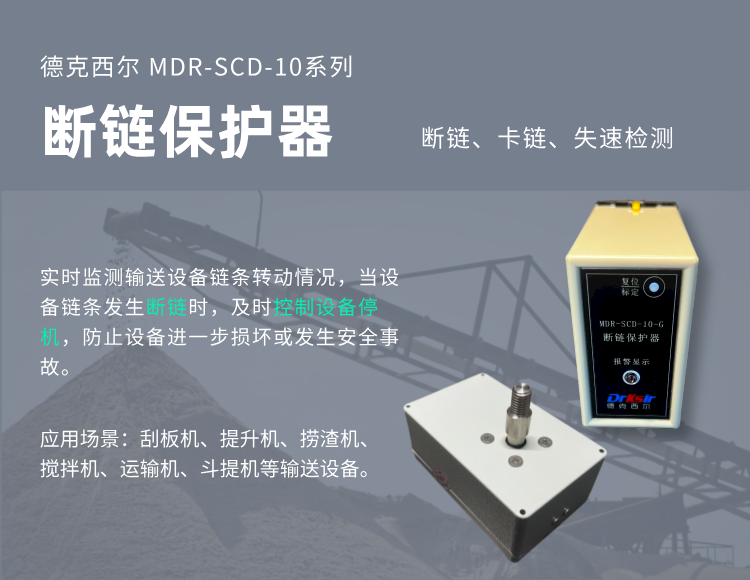
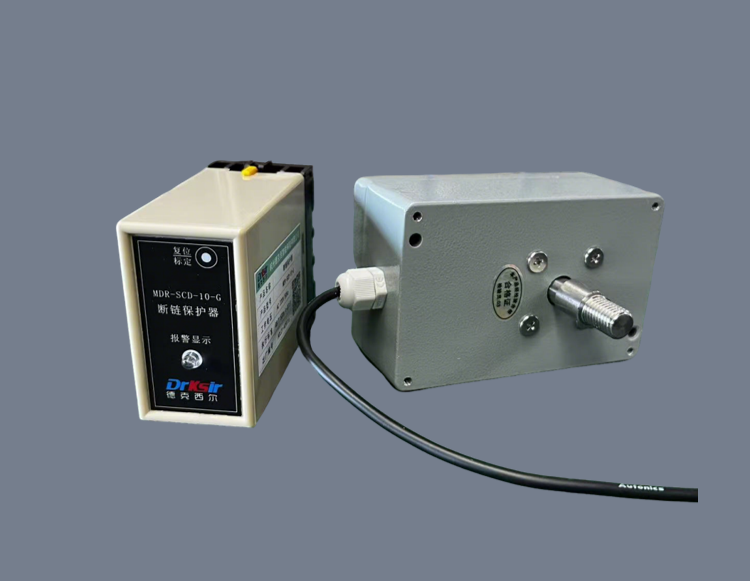
原料取料机(耙架结构)的链条传动系统包含料耙驱动链条和底部刮板链条两套独立机构,分别需要安装断链保护器。本文以MDR-SCD-10接触式磁电测速保护器为例,详细介绍安装全过程。
1.1工具与材料准备
●MDR-SCD-10速度传感器(每台取料机2套)
●磁力钻及φ10.5mm硬质合金钻头
●M12×1.5丝锥及攻丝扳手
●力矩扳手(量程0-50N·m)
●两芯屏蔽电缆(耐油、耐高温,长度根据现场敷设路径确定)
●金属软管及接头
●IP66防水接线盒
●螺纹锁固胶(中强度)
1.2现场条件确认
●取料机已断电、挂牌、上锁,办理检修工作票
●从动轴(料耙驱动轴和刮板尾轮轴)端面露出长度不小于40mm,直径不小于50mm
●轴端无严重裂纹、变形,表面清理干净
●确定电缆敷设路径和PLC输入点空闲通道
1.3关键参数预设
根据取料机工况,提前记录正常转速值:料耙驱动从动轴通常为100-150r/min(低速重载),刮板尾轮轴通常为400-500r/min(中速)。这些数值将在调试时使用。
二、机械安装步骤
2.1料耙驱动链条保护器安装
第一步:定位与清理
使用抹布清除从动轴端面的油污、锈蚀和积尘。用中心钻在轴心轻轻打一个定位点,确保钻孔位置精确对中。
第二步:钻孔
将磁力钻牢固吸附在轴端或专用支架上,使用φ10.5mm钻头垂直进刀。钻孔深度控制在20mm,期间每进刀5mm退出一次,用压缩空气吹除铁屑,防止钻头卡滞或过热。注意:不得钻穿轴壁,20mm深度足够螺纹受力。
第三步:攻丝
用M12×1.5丝锥手动攻丝,每进半圈后退四分之一圈,同时涂抹切削液。攻丝完成后用磁铁吸净螺纹孔内的铁屑,再用棉签蘸清洗剂清理。
第四步:传感器安装
在螺纹孔内滴入2-3滴螺纹锁固胶,将MDR-SCD-10传感器旋入,用手拧到底后再用力矩扳手紧固至20N·m。注意:传感器尾部电缆引出方向应朝向电缆敷设路径,避免过度弯折。
第五步:电缆固定
传感器尾部电缆为两芯屏蔽线,沿从动轴支架向机尾方向敷设,每300mm用尼龙扎带固定一次。在可能被链条或物料刮蹭的部位,必须穿金属软管保护。
2.2底部刮板链条保护器安装
底部刮板尾轮轴的安装步骤与料耙驱动轴完全相同,区别在于尾轮轴通常直径更大(60-80mm),钻孔攻丝位置同样在轴心。安装时注意:
●尾轮轴端可能靠近地面或检修通道,电缆敷设应避开人员踩踏区域
●尾轮轴转速较高,传感器安装后需检查紧固情况,防止振动松脱
三、电气接线与参数设定
3.1电缆接线
将传感器电缆引入就近的防水接线盒(IP66及以上)。MDR-SCD-10为两线制输出,不分正负极,但建议:
●红色(或棕色)线接DC24V+(通过PLC输出模块或开关电源提供)
●蓝色(或黑色)线接PLC数字量输入模块的输入点
●屏蔽层在接线盒内单端接地
接线完成后,用万用表测量回路电阻:正常时传感器输出常闭触点,电阻应接近0Ω;手动转动从动轴,转速正常时触点闭合,电阻为0Ω;转速低于阈值或传感器故障时触点断开,电阻无穷大。
3.2接入PLC系统
根据取料机原有控制系统(如西门子S7-1200、S7-200SMART等),选择一个空闲的数字量输入通道。例如:
●料耙链条保护信号接入I1.0
●刮板链条保护信号接入I1.1
在PLC程序中编写断链报警逻辑:当输入信号为“0”(触点断开)且持续时间超过设定延时(通常2-3秒)时,触发报警并切断取料机主接触器。同时,在触摸屏或上位机增加转速状态显示。
3.3保护器参数设定
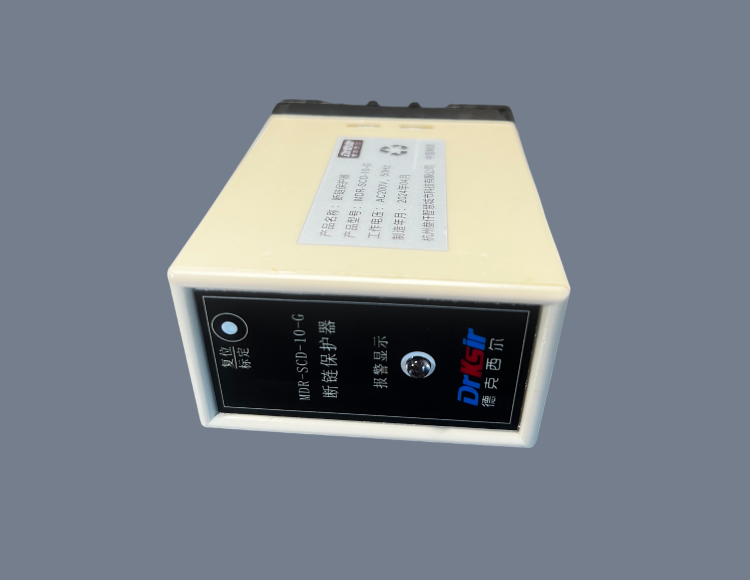
MDR-SCD-10保护器本体上设有拨码开关或电位器,用于设定额定转速和报警阈值:
●额定转速设定:根据实测正常转速值,将拨码开关调整至对应档位(例如料耙轴120r/min,选择“120”档;刮板轴480r/min,选择“480”档)
●报警阈值设定:通常设为额定转速的70%,即当转速低于该值时触发报警
●延时时间设定:设为2秒(低速轴可设为3秒),避免正常启停瞬间误报
具体操作请参照产品说明书,不同批次型号可能有细微差异。
四、调试与验收
4.1空载测试
取料机空载启动,观察保护器面板上的LED转速显示。正常时数值应在额定值±5%范围内,保护器输出指示灯常亮(表示触点闭合)。中控室PLC应显示“正常”状态。
4.2模拟断链测试
手动盘车使从动轴缓慢减速,当转速降至报警阈值以下时,保护器应在延时结束后立即切断输出(指示灯熄灭)。PLC收到断链信号后执行停机,中控室显示相应报警信息。分别对料耙链和刮板链进行测试,每项至少做两次。
4.3误报测试
正常启动取料机三次,观察保护器是否在启停瞬间误动作。若出现误报,适当增加延时时间(从2秒调至3秒)。
4.4断线保护测试
拔掉传感器电缆,保护器应立即输出报警(故障安全型设计),PLC执行停机。这是验证系统安全性的重要环节。
4.5验收标准
●空载运行时转速显示稳定,无闪烁或跳变
●模拟断链时保护器可靠动作,动作时间误差不超过0.5秒
●连续运行24小时无误报
●电缆敷设规范,接地可靠,接线盒密封完好
五、安装注意事项与维护建议
5.1关键注意事项
●钻孔深度严格控制:不得超过25mm,避免钻穿轴壁或伤及轴承内圈
●螺纹锁固胶必须使用:取料机振动大,普通安装方式易松脱
●电缆避开热源和运动部件:取料机主梁下方可能有高温物料,电缆应远离;与链条、刮板保持至少200mm距离
●传感器不可敲击:内部为精密磁电元件,剧烈冲击会损坏
5.2日常维护
●每月清理一次传感器轴端积尘(用毛刷或压缩空气)
●每季度检查一次电缆及金属软管有无破损
●每年校验一次报警阈值(用转速表实测对比)
●记录传感器输出电阻值,发现异常上升时提前更换
5.3常见问题处理
●转速显示为0:检查电缆是否断路、传感器是否松动、PLC电源是否正常
●频繁误报:检查报警阈值是否设置过高、延时时间是否过短、从动轴是否有机械卡滞导致转速波动
●断链不报警:检查传感器是否安装位置偏移、螺纹是否松脱、PLC程序逻辑是否正确
六、结语
原料取料机加装断链保护装置是一项投入小、见效快、安全收益极高的技术改造。按照本文所述的步骤,机电人员可在1-2天内完成两台保护器的安装调试。关键环节在于轴心钻孔攻丝的精度、电缆防护的可靠性以及参数设定的合理性。只要严格遵循规范,普通维修班组即可独立完成。一次正确安装,可保设备长期安全运行,值得每一位设备管理者认真对待。

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281