感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦

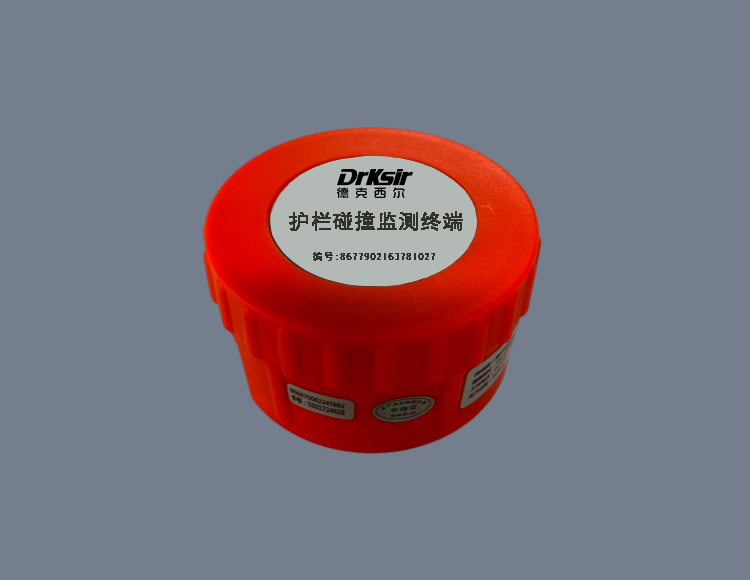
随着现代社会的快速发展和城市化进程的加速推进,交通流量急剧增加,对道路交通安全设施的需求也随之提升。护栏作为道路安全防线的核心组成部分,其状态的实时监测和有效管理在确保交通顺畅和避免事故方面发挥着至关重要的作用。在这种背景下,智能护栏碰撞监测终端的引入和应用成为了现代化交通环境安全管理的必要选择。

智能护栏碰撞监测终端作为一种集成化高科技装置,充分发挥了物联网、卫星导航与多模态传感技术的协同效应,通过实时感知、精准定位及高效传输手段,实现对道路交通护栏状态的全天候动态监测和碰撞事件的即时响应。具体而言,该终端内部搭载了北斗/GPS双模定位系统,能够精确定位每一处安装了监测终端的护栏位置;同时配备有三轴加速度计和三轴陀螺仪,这两类传感器如同护栏的“触觉神经”,能够实时感知并测量护栏受到的冲击、倾斜、旋转等各种姿态变化,甚至连细微的振动也不会错过。
一旦护栏因为车辆碰撞、恶劣天气或其他因素导致姿态异常,如发生剧烈振动、倾斜或位移,智能护栏碰撞监测终端便能迅速捕获这些信息。紧接着,通过NB-IOT或4G CAT1通信模块,将实时采集到的异常数据加密并快速传输至云端监控平台,4G CAT1技术以其较低的功耗和良好的覆盖能力保证了数据传输的及时性和准确性。

交通管理中心的监控平台在接收到报警信息后,能立即显示护栏受损的具体位置和受损程度,管理人员可以根据平台提供的详细信息,通过电脑系统、手机APP或者微信公众号等多种途径迅速掌握事态,进而指导一线工作人员在第一时间赶往现场进行处理,及时修复受损护栏,防止由此引发的二次事故。
智能护栏碰撞监测终端的应用不仅仅局限于事故的及时响应和处理,更深层次的意义在于其能够为城市交通安全管理提供科学的数据支持。通过持续收集和分析护栏碰撞事件的数据,管理部门可以深入研究事故规律,找出事故高发地段,合理规划和优化道路布局,加强易损区域的护栏强度和维护频次,从而降低交通事故发生率,全面提升城市交通环境的安全性与舒适性。
总的来说,智能护栏碰撞监测终端以其智能化、实时化、精准化的监测功能,为构建高效、安全、绿色的现代化交通环境提供了有力的技术保障。在当前及未来城市交通体系的建设和发展中,此类智能终端的应用和普及必将成为推动交通安全管理现代化、智能化变革的重要驱动力。

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281