感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦
With the rapid development of economy, some substances in the automobile production workshop are extremely volatile and will explode when they reach a certain concentration in the air. With the development of economy and the requirements for environmental protection, energy conservation and emission reduction, especially the emission of automobile exhaust, have received great attention. Now electric vehicles and electric products have been widely promoted. All electric products have to be powered by batteries, which brings new opportunities to battery manufacturers. However, many hazardous chemicals will be used as raw materials in the battery production process, such as dimethyl carbonate, methyl ethyl carbonate, propylene carbonate, lithium hexafluorocarbonate, and organic solvents, which pose serious safety risks to the health and safety of production workers, and also pose a threat to the company's property safety.
Dexair has made the following plans for the safety of battery plants through field investigation and detailed analysis:
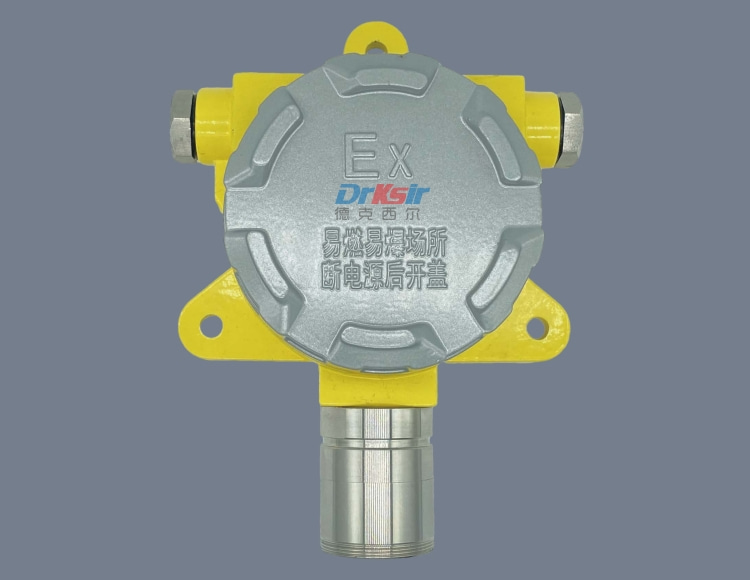
1. High temperature combustible gas alarm is installed in the battery coating workshop.
In the process of lithium battery production, the explosion is easy to occur when the high temperature is heated and volatilized to dry through the positive coating process, which brings safety hazards to the production. Therefore, a high temperature combustible gas alarm is installed in the battery coating workshop, and the combustible gas probe can withstand the high temperature of 250 ℃. When the combustible gas exceeds the set concentration, the host of the control probe will send an audible and visual alarm and link the fan of the workshop to work to eliminate the safety hazards and prevent the coating machine from exploding.
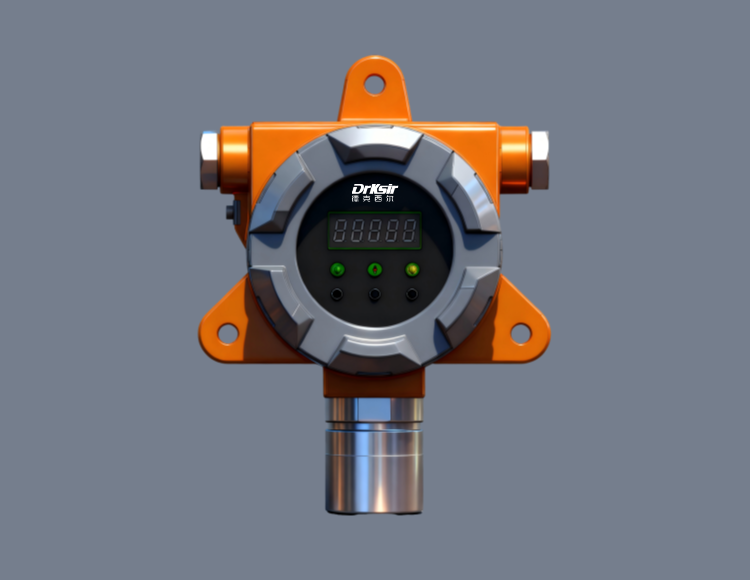
2. Normal temperature combustible gas alarm shall be installed in battery semi-cost processing workshop and battery packaging workshop.
The components in the battery are extremely volatile, and when they reach a certain concentration, they will cause explosion, which brings potential safety hazards to the employees in the production workshop. So a combustible gas alarm is installed every 7 meters in the workshop. At the entrance of the workshop, a Dexair gas control host is used to control the probe in the workshop. There is a relay switch in the host to connect the fan and blower in the workshop. When the probe reaches the alarm value, the host will give an audible and visual alarm, and the relay in the host will work to open the fan and blower, This will ensure that employees in the battery workshop can work safely.
Drksir specializes in the production of gas detectors and gas alarm equipment, and provides customized solutions for gas monitoring in different environments. After understanding and communication, many battery plants in China have installed Dexair's combustible gas alarms, which provide suitable solutions for these battery plants according to their own requirements and different workshop size and operation methods, and are highly praised by the partners.

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281