感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦
引言
桥式刮板取料机是水泥、矿山、铝业等行业预均化堆场的“心脏”设备,其耙架结构通过链条往复运动松散物料。然而,链条断裂事故频发,一旦发生,轻则停产数日,重则主梁变形、人员受伤。很多企业习惯于“断了再修”,却不知链条断裂是有征兆、可预防的。本文从六个关键环节,系统阐述原料取料机预防断链的实用方法。
一、把好链条选型与采购关
1.1选对链条型号
取料机料耙驱动链条长期承受交变拉伸载荷,必须选用高强度矿用圆环链或板式链,并根据设备载荷选择足够的安全系数(通常≥4)。常见错误是选用普通传动链条,其疲劳强度不足,寿命仅为专用链条的1/3。
1.2拒绝“翻新链”
市场上存在大量翻新链条(将磨损拉伸的旧链重新喷漆),外观与新链相似,但内部已有微裂纹,装机后数月即断。建议从正规主机厂或品牌链条厂采购,并要求提供材质报告和疲劳测试报告。
1.3统一批次、成对更换
料耙驱动链条通常为单链结构,更换时必须整条更换,不可新旧混接。对于底部刮板双链,应成对更换同一批次链条,保证两条链节距一致,避免偏载断链。
二、规范链条安装与初始张紧
2.1安装时的“预拉伸”
新链条安装后,应进行预拉伸:在低负载下连续运行2-4小时,然后重新调整张紧装置。这一步可使链条初期伸长充分释放,避免运行中突然拉伸导致脱链或卡阻。
2.2张紧力“宁松勿紧”
很多工人怕链条松导致跳齿,习惯将张紧装置拧到最紧。实际上,过紧的张紧力会大幅增加链条内部应力,加速疲劳断裂。正确做法是:在链条中段施加一定的垂度(通常为链轮中心距的1%~2%),用手能将链条抬起10-20mm为宜。
2.3检查链轮对中
链轮轴线不平行或链轮齿面磨损不均,会导致链条跑偏、单侧受力,从而引发断链。安装时应使用激光对中仪或拉线法校准,确保两链轮在同一平面内。
三、建立科学的日常巡检制度
3.1“望闻问切”四步法
●望:每班检查链条外观,有无断链、裂纹、严重锈蚀;链轮齿面有无非正常磨损;链条垂度是否合适。
●闻:运行中有无异常冲击声、金属摩擦声,异响应立即停机排查。
●问:询问操作人员设备有无异常振动、电流波动。
●切:定期测量链条节距(用卡尺测量10个链环的长度),当伸长量超过原始长度的3%时,链条已达到寿命极限,必须更换。
3.2重点关注“危险部位”
料耙链条两端与接头连接处、刮板链的开口销连接处,是断链的高发区。每次巡检应重点检查这些部位的磨损和松动情况。
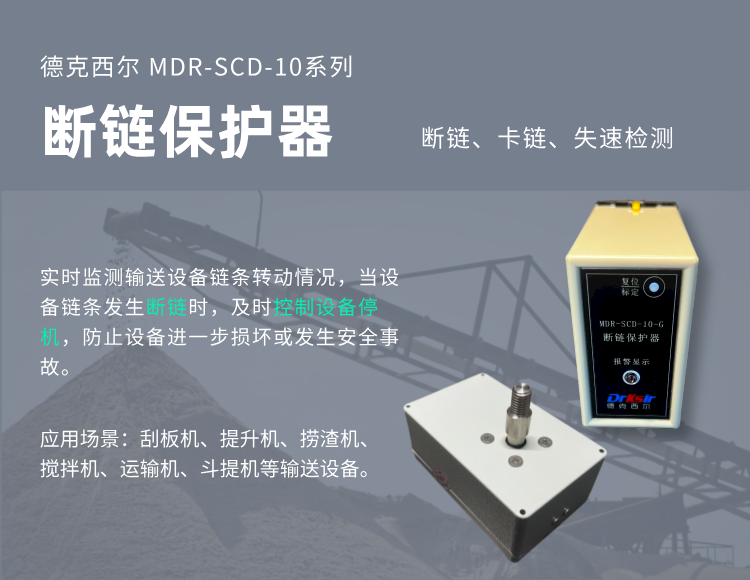
3.3利用转速监测辅助判断
安装MDR-SCD-10等断链保护器后,巡检人员可观察从动轴转速显示:正常转速稳定,若出现无规律的波动或缓慢下降,往往预示着链条拉伸、卡滞等早期故障。这比人工检查更早发现问题。
四、严格执行定期维护与更换
4.1链条润滑不可省
取料机在高粉尘环境下工作,链条缺乏润滑会加速磨损和锈蚀。应每2周使用专用链条油或石墨润滑剂喷涂链条,重点润滑链轮啮合部位。注意:铝土矿、水泥等粉尘会吸附润滑油形成研磨膏,应先用压缩空气吹扫积尘再润滑。
4.2定期更换链轮
链轮齿面磨损后,会使链条节圆直径改变,导致啮合不良、跳齿,间接引发断链。一般链轮与链条同时更换,或链条更换两次后必须更换链轮。
4.3建立寿命台账
为每条链条建立“服役档案”,记录安装时间、累计运行小时数、每次巡检的节距测量值。当累计运行时间接近厂家推荐的寿命(通常为8000-12000小时)或节距伸长达到3%,主动安排更换,避免“用到断为止”。
五、使用断链保护装置实现“双保险”
预防措施并不能100%杜绝断链,因为偶尔会出现异物卡阻、材质缺陷等不可预见因素。因此,在做好主动预防的同时,必须加装断链保护装置作为最后一道防线。
5.1保护装置的作用
接触式测速保护器(如MDR-SCD-10)直接监测从动轴转速。一旦链条断裂或卡死,转速骤降,保护器在1-3秒内停机,将二次损坏降到最低。它不能预防断链,但能防止断链后的灾难性后果。
5.2与预防措施的协同
保护器的转速数据可作为预防维护的依据。例如,转速缓慢下降可能意味着链条拉伸或轴承卡滞,提示维护人员提前检查。这就形成了“监测-预警-维护-预防”的闭环。
六、案例:从“每年都有事故”到“二年零事故”
某水泥厂原料取料机曾每年至少断链一次,每次都造成5-7天停产。该厂实施了系统的预防措施:
●更换为品牌矿用高强度链条;
●每月测量链条节距,达到2.5%伸长即计划性更换;
●每两周润滑并调整张紧;
●加装MDR-SCD-10断链保护器作为安全兜底。
实施后,该取料机已连续安全运行24个月无断链事故,链条更换周期从不可预测变为主动计划,维修成本下降70%,停产时间几乎归零。
结语
原料取料机预防断链,不能靠“等断了再修”,而应建立“选型-安装-巡检-润滑-更换-保护”六位一体的主动预防体系。其中,规范的日常检查和主动更换是核心,断链保护装置是最后的保障。两者结合,才能真正实现从“被动抢修”到“主动预防”的转变,让取料机长周期安全运行。

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281