感谢您的支持,我会继续努力的!


打开支付宝扫一扫,即可进行扫码打赏哦
项目名称:贵州某铝业有限公司原料堆场桥式刮板取料机断链保护改造
项目地点:贵州省清镇市某铝工业园区
实施时间:2025年2月
涉及设备:2台桥式刮板取料机(耙架结构,用于铝土矿均化堆场)
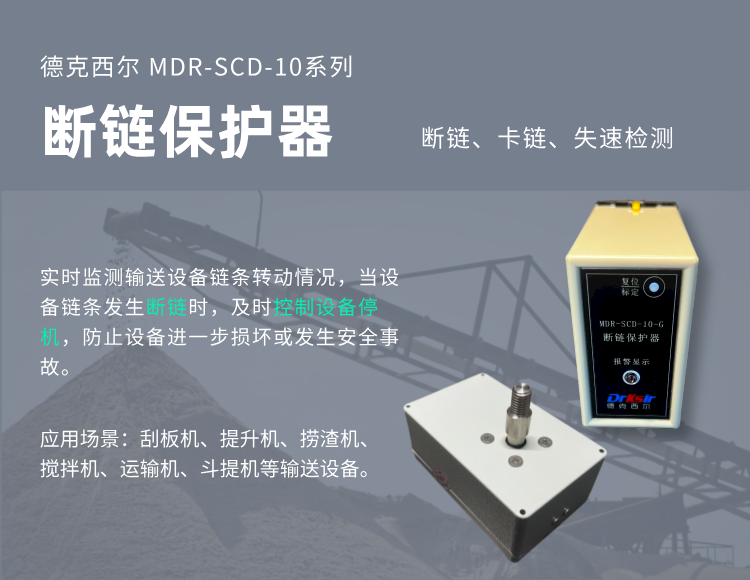
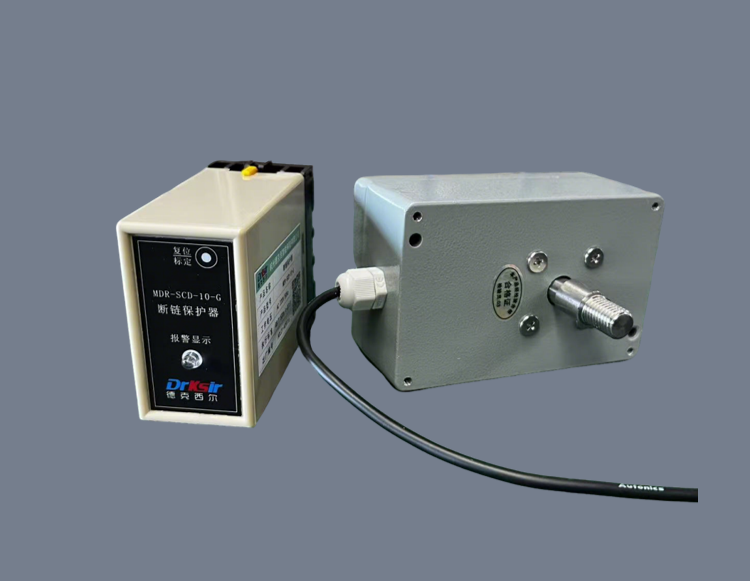
保护装置型号:MDR-SCD-10-Q 取料机断链保护器(每台取料机配置2套,分别监测料耙驱动链条和底部刮板链条,共计4套)
实施单位:铝业公司机电车间配合厂家技术人员
该铝业公司年产氧化铝80万吨,原料堆场采用2台桥式刮板取料机进行铝土矿的均化取料作业。设备长期在铝土矿粉尘环境下运行,链条负荷大、磨损快。2024年其中一台取料机因料耙驱动链条断裂造成料耙小车脱轨,主梁变形,直接经济损失超过35万元,停产维修时间长达9天。鉴于事故教训,公司决定对全部2台取料机加装可靠的断链保护装置,彻底消除安全隐患。
二、改造前存在的问题
2.1设备基本情况
●设备类型:桥式刮板取料机(耙架结构),共2台(1、2)
●单台跨度:32米
●单台取料能力:300t/h
●料耙驱动链条:单链结构,长度约45米
●底部刮板链条:双链结构,长度约38米
●工作环境:铝土矿堆场,高粉尘(Al₂O₃微尘),湿度较大(贵州多雨),冬季低温0~5℃
2.2原有保护状况及痛点
2台取料机在改造前均未安装任何形式的断链保护装置。料耙驱动链条和底部刮板链条的运行状态完全依赖人工巡检(每1小时一次)和电机电流间接判断。主要痛点如下:
●断链发现滞后:2024年10月,1取料机发生料耙链条断裂事故,链条断裂后料耙小车失去牵引,在重力作用下沿轨道下滑撞击端梁,造成主梁端部变形、轨道弯曲。从断链发生到被巡检发现,间隔约45分钟,事故已无法挽回。
●铝土矿粉尘干扰:现场粉尘浓度高,普通接近开关式传感器在数天内即被微尘覆盖,无法长期可靠工作。
●维修成本高:一次断链事故平均维修费用(链条更换、轨道校正、端梁修复)约8~12万元,停产损失每天约4万元,单次总损失往往超过30万元。两台设备均存在相同风险。
2.3铝业公司核心诉求
●双链条独立监测:每台取料机的料耙驱动链条和底部刮板链条需分别配置保护器,互不干扰。
●覆盖2台设备:一次性完成两台取料机的改造,统一标准。
●耐粉尘、耐潮湿:适应铝土矿高粉尘及贵州高湿度环境,传感器防护等级不低于IP67。
●安装快捷:利用计划性停产检修日完成,不影响正常生产。
●精准报警:不允许漏报,同时避免因振动或负载波动误报。
三、解决方案:MDR-SCD-10接触式测速断链保护器
3.1选型过程
铝业公司设备部对多种断链保护方案进行了对比评估:

最终选定MDR-SCD-10接触式磁电测速断链保护器,每台取料机配置2套(料耙驱动从动轴1套、刮板链尾轮轴1套),2台共计4套。
3.2 MDR-SCD-10技术特点(适用于取料机)
●测量原理:磁电式速度传感器直接安装在从动轴轴心,实时监测转速。当转速低于正常值的70%且持续超过设定延时(1~3秒)时,输出报警停机信号。
●双通道独立:可分别设置每套传感器的额定转速和报警阈值,适应料耙驱动(低速重载)和刮板链(中速)的不同工况。
●防护等级:IP68整体灌封,可直接水洗,适应铝土矿高粉尘及潮湿环境。
●工作温度:-30℃~+85℃,覆盖贵州全年气候。
●输出方式:两线制常闭触点,兼容取料机原有PLC控制系统(西门子S7-1200)。
3.3安装方案
分别在每台取料机的料耙驱动从动轴端和底部刮板尾轮轴端进行轴心钻孔攻丝,安装MDR-SCD-10传感器,电缆引入就地接线盒,信号接入PLC。利用铝业公司季度停产检修日(停机3天)集中实施,2台设备并行施工,每条链条安装时间约1.5小时,总安装时间控制在1个工作日内完成。
四、安装实施过程(以1取料机为例,2取料机同)
4.1料耙驱动链条断链保护器安装
设备参数:
●从动轴轴端直径φ65mm,外露轴头长度约55mm
●正常转速:约120r/min(料耙往复运动频率低,为低速轴)
安装步骤:
1.安全准备(15分钟):办理检修工作票,切断取料机总电源及控制电源,挂牌上锁。清理从动轴端面积尘和锈蚀。
2.轴心钻孔攻丝(45分钟):使用磁力钻配合φ10.5mm硬质合金钻头,在轴心钻深20mm的底孔,然后用M12×1.5丝锥攻丝。钻孔过程中用磁铁吸附铁屑,防止落入轴承。
3.传感器安装(10分钟):将MDR-SCD-10传感器旋入螺纹孔,涂螺纹锁固胶,拧紧力矩20N·m。传感器尾部引出两芯屏蔽电缆,沿机尾罩内侧敷设,穿金属软管保护。
4.接线(10分钟):电缆引入现场防水接线盒(IP66),传感器信号线接入PLC数字量输入模块(1取料机使用I1.0,2取料机使用I2.0)。在PLC程序中增加“1料耙链条断链报警”逻辑。
5.参数设定(10分钟):通过保护器面板拨码开关,设定额定转速为120r/min,报警阈值设为70%(低于84r/min报警),延时时间3秒(因低速轴正常启停较慢,延时稍长)。
6.功能测试(15分钟):
●空载测试:取料机空载运行,实测转速118r/min,保护器正常。
●模拟断链:手动盘车使从动轴减速至60r/min,3秒后保护器输出报警,PLC执行停机,中控显示“1取料机料耙链条断链”。
●误报测试:正常启停3次,无误报。
4.2底部刮板链条断链保护器安装(1取料机)
设备参数:
●尾轮轴轴端直径φ70mm,外露轴头长度约50mm
●正常转速:约480r/min(刮板链速度中等)
安装步骤与料耙驱动类似,主要区别在于:
●钻孔攻丝位置为刮板链尾轮轴端
●额定转速设定为480r/min,报警阈值70%(低于336r/min报警),延时时间2秒
●PLC中增加“1刮板链条断链报警”独立通道(I1.1)
4.3 2取料机安装
2取料机采用完全相同的方案和步骤,由另一组施工人员同步进行。其PLC输入点分别使用I2.0(料耙链条)和I2.1(刮板链条)。所有安装和调试在同一个检修日内完成。
4.4联调与培训
完成全部4套保护器安装后,进行联合测试:
●分别模拟1、2取料机的料耙链条断裂和刮板链条断裂,各保护器均能独立触发报警停机,互不干扰。
●同时模拟多故障,系统正确识别并停机。
对当班电工和操作工进行培训,内容包括:每台取料机的转速表读数(料耙驱动正常110~130r/min,刮板链460~500r/min)、报警复位操作、每月清理轴端积尘、传感器故障判断。
五、经验与建议
5.1成功关键
●分机分链监测:每台取料机的两套独立链条传动系统必须分别配置保护器,且不同设备之间信号独立,避免混淆。
●并行施工提效:两台设备同步安装,充分利用检修窗口期,减少对生产的影响。
●参数适配:低速轴(料耙驱动)需设置更长的延时(3秒)和适中的阈值(70%),避免正常换向时的误报。
5.2推广价值
该案例适用于拥有多台取料机的铝业、水泥、矿山等行业。建议企业采取“统一规划、分批实施”的策略,优先改造事故率高的设备,并逐步推广至全部取料机,实现全厂链条传动系统的安全覆盖。

关注公众号
了解更多传感器知识
公众号:德克西尔
加微信
购买传感器产品
微信号:Drksir-13515810281